Inhaltsverzeichnis
Zu aktuellen Informationen zu den 3D-Druckern im Raum siehe: 3D-Drucker Diese Seite dokumentiert als Archiv den Bau des ersten Druckers 2013.
3D-Drucker
Ziel des Projekts ist ein 3D-Drucker im Raum. Der Drucker soll von jedem (nach Einweisung) benutzt werden können, um Plastikgegenstände zu erschaffen. Sowohl skye als auch Gonium (siehe http://gonium.net/tags/MendelMax) haben schon einen 3D-Drucker, sodass Plastikteile etc. von denen gedruckt werden können. Ausserdem sind diverse Bauteile ggf. schon vorhanden.
Unser Bauvorschlag: Der Rahmen eines MendelMax (Goniums Drucker) mit dem QU-BD-Extruder (skye) und einem beheizten Druckbett. Damit sollte sich ABS recht schick drucken lassen.
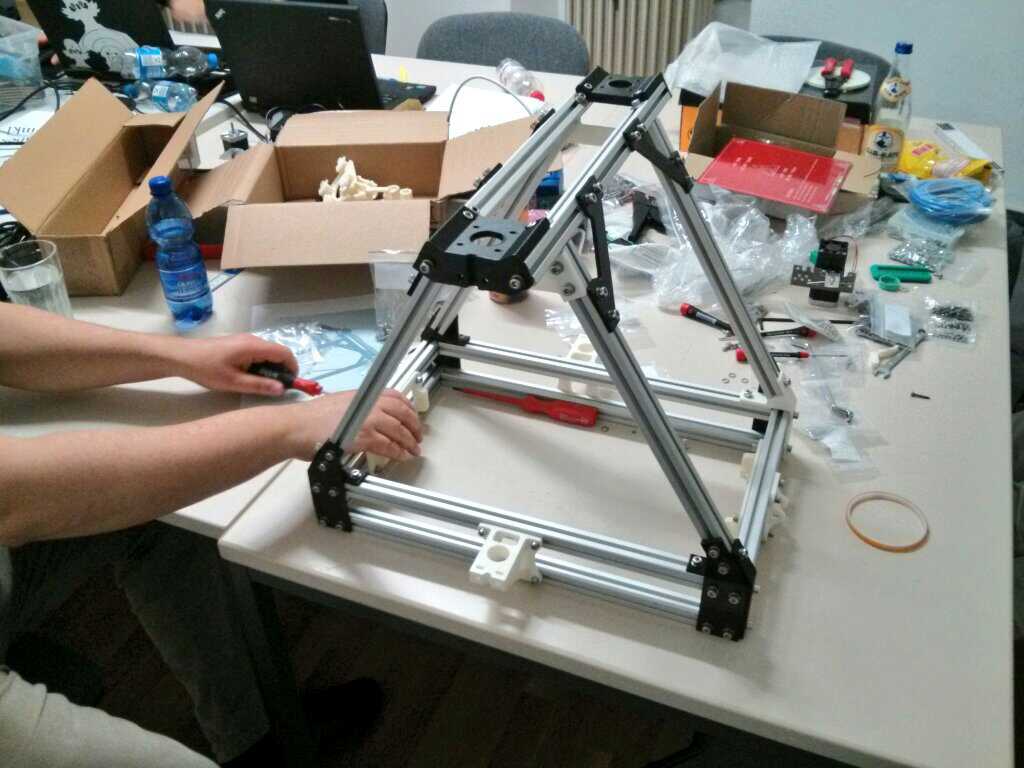
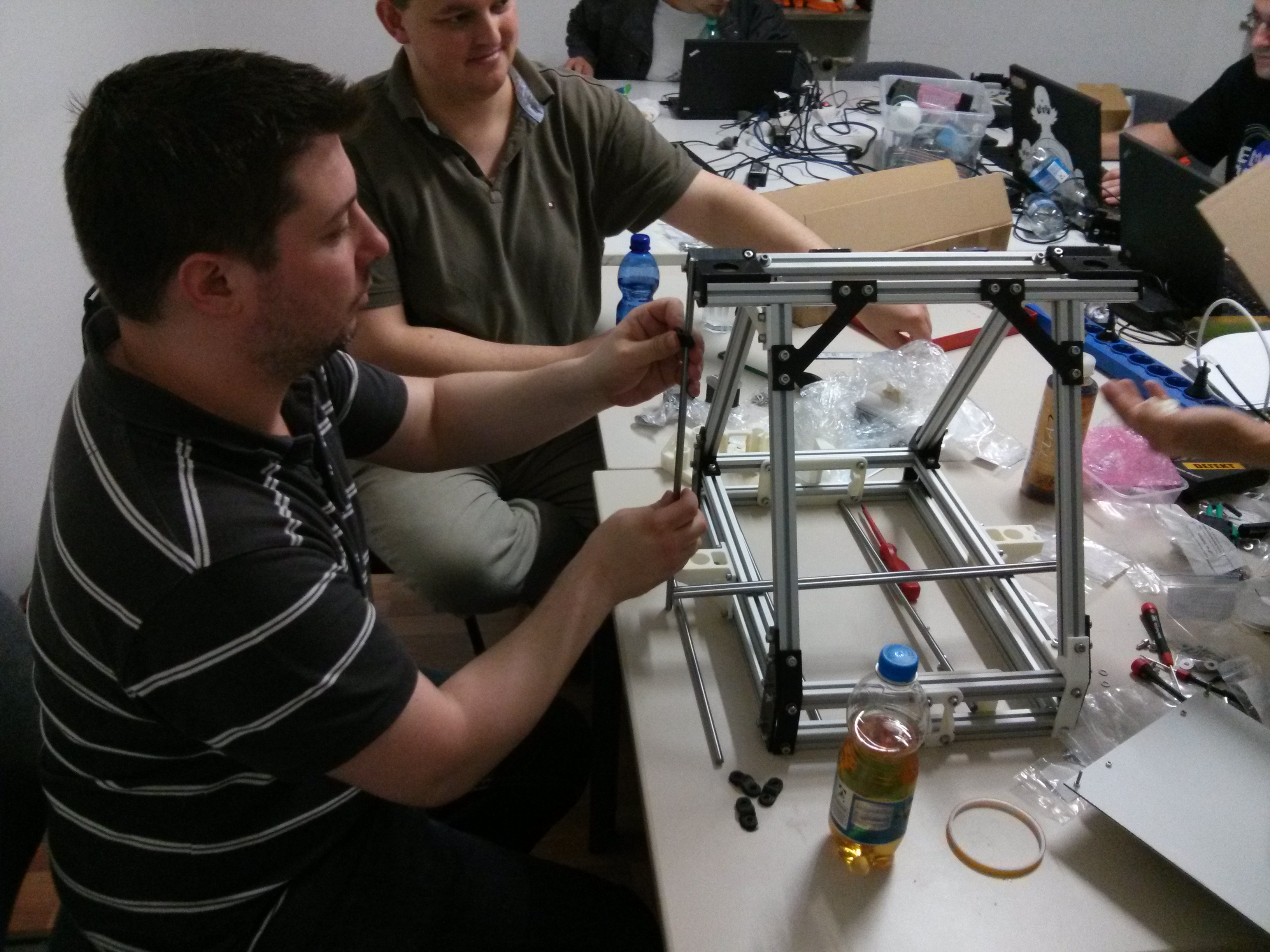
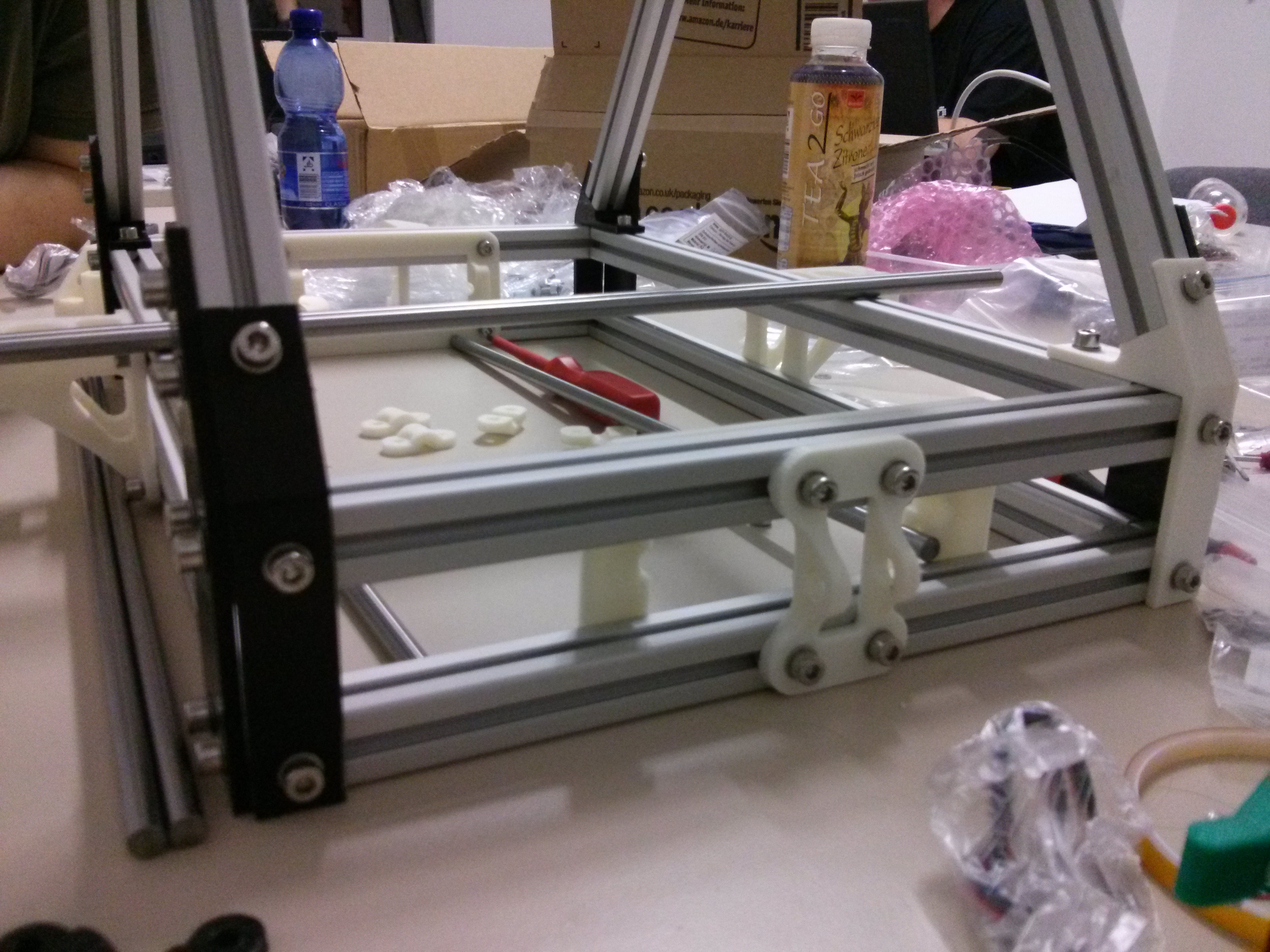
Bilder

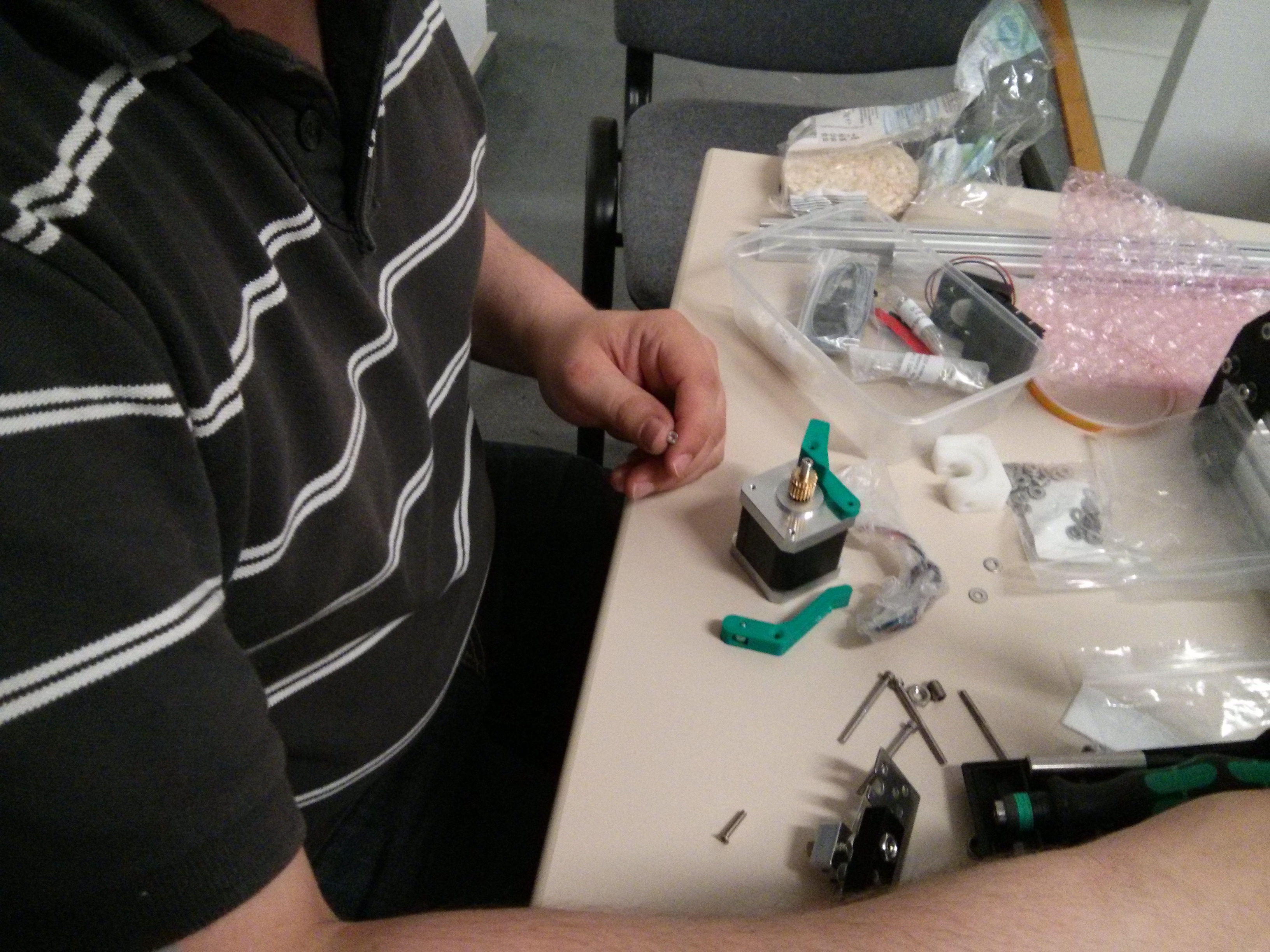












Ablauf
- Phase 1: Beschaffung der Bauteile, Drucken der Rahmenteile
- Phase 2: Aufbau. Der sollte gemeinsam an einem Projekttag passieren. Die Elektronik kann weitgehend parallel zur Mechanik gebaut werden.
- Phase 3: Kalibrierung, Einrichtung, Drucken: Wiederum an einem gemeinsamen Projekttag.
Aktueller Stand
- mechanischer Aufbau abgeschlossen.
- Verkabelung der Motoren, Heizungen, Endschalter, … fertig
- Stecker an Kabelenden crimpen, … fertig
- Inbetriebnahme der Elektronik: erfolgreich abgeschlossen.
- Kalibrierung:
- Alle Stepper sind auf 16x Microstelling eingestellt
- Achsen X, Y, Z, E sind im Rahmen meiner (Phoebe) Messgenauigkeit korrekt eingestellt
- Optimale Temperatur für ABS scheint 230°C zu sein, PID-Parameter des Extruders: Kp 20, Ki 0.75, Kd 0, Kc 1
- Heatbed eingebaut, mit Steinwolle unterfüttert, Ponalisiert und erfolgreich in Betrieb genommen
- Lüfter für Motortreiber ist angetüddelt
- Filament ist da
- Austausch des Anpresshebels für weniger Extruderverstopfung (manchmal ist der Anpressdruck immer noch zu niedrig, aber auch nur am Anfang und nur kurz)
- Aluheizblock gegen Kupferheizblock mit Keramikheizelement getauscht, Temperaturverhalten ist nun deutlich besser als vorher
- mehrere Ersatzteile ist schon gedruckt und sehen prima aus
- Z-Probe für Auto-Leveling montiert
- Messbereich für Z-Probe muss noch kalibriert werden
Montan gibt es scheinbar Probleme mit dem Netzteil, das Heizbett heizt nicht mehr richtig hoch und das Netzteil geht ab und zu spontan ausmit dem neuen Hebel gab es immer noch zu oft Probleme, abgeleitetes Design ohne Feder ist aktuell montiert und wird getestetwar schlimmer als vorher, mit dem Federhebel geht es nun scheinbar
Notizen
- Größe Alu-Block Hotend: 20x20x10 mm, 5mm Durchmesser Loch fuer Heizung
- Extruderplastik: http://www.thingiverse.com/thing:87236
Logistik
| Was | Anzahl | Gesamtpreis | Wer | erledigt |
|---|---|---|---|---|
| Extrusion | 1 Satz | 27€ | gonium | ja |
| Plastikteile selbst gedruckt | 1 Satz | – | gonium/skye | ja |
| Extruder | 1 | 42,33€ | skye | ja |
| LM8UU | 12 | 12€ | skye | ja |
| Kugellager 608zz | 3 | 2 | gonium | bestellt |
| Nutensteine | 100 | 13 | gonium | bestellt |
| Stahlwelle H6 | 1 Satz | max ca. 50€ | gonium | bestellt |
| Edelstahl M8 | viel | 5€ | gonium | bestellt |
| Netzteil | 1 | – | hotaru | da |
| Heizbett | 1 | ca 160€ | Laura | bestellt |
| Sanguinololu | 1 | Laura | bestellt | |
| Schrittmotoren | 5 | Laura | bestellt | |
| Kabel | $menge | |||
| Filament | n kg | 20-30€/kg | ||
| Küchenwaage | 1 | 15€ | q-rai | ja |
| Kleinteile | 1 Satz | 80€ | Gonium | ja |
Zu druckende Plastikteile
Die Plastikteile finden sich in Goniums mendelmax-Repository
| Was | Wieviele | Wer | Erledigt | Ersatz vorhanden |
|---|---|---|---|---|
| Lower Vertex 4 Off | 4 | Gonium | ja | 1 |
| Lower Vertex Middle 4 Off | 4 | Gonium | ja | |
| Top Vertex X 4 Off | 4 | Gonium | ja | |
| Top Vertex Y 2 Off | 2 | Gonium | ja | |
| Lower Z Mount 2 repaired | 2 | Gonium | ja | |
| Upper Z Mount 2 repaired | 2 | Gonium | ja | 1 |
| Y Motor Mount 1 | 1 | Gonium | ja | |
| Y Idler Double B repaired | 1 | Gonium | ja | |
| Y Rod Clasp 4 off | 4 | Gonium | ja | |
| Y Rod Mount 2 off | 2 | skye | ja | |
| Z Clamp 4 repaired | 4 | skye | ja | |
| X Carriage | 1 | skye | ja | |
| Y Carriage | 1 | skye | ja | |
| X End Motor | 1 | skye | ja | |
| X End Idler | 1 | skye | ja |
Kosten
Der geschätzte Kostenrahmen beträgt rund 500 Euro und soll von Mitgliedern getragen werden. Gegebenenfalls kann durch $Dealerei der Betrag weiter reduziert werden.
Supporter
Bitte in diese Liste eintragen, wenn Du das Projekt (auch finanziell) unterstützen möchtest. Je mehr Leute teilnehmen, desto billiger für alle!
- Gonium
- Jochen Kunz
- `
- Q-Rai
- skye
- Mathias H.
- Hotaru
- wookie
- Jean
- Sebastian S.
- ravinrabbid
- Manu
- eBrnd
- …
Metadaten
- name:
- 3D-Drucker
- contact:
- Sebastian
- type:
- projekt